


电镀铜表面处理是在基本材料表面上形成一层与本体的机械、物理或化学性能不一样的表层工艺。我们对产品做表面处理的目的是使产品达到一定的耐腐蚀性、耐磨性、装饰性或其它特殊功能要求。对于不同的产品会有不同的表面处理方法和工艺。五金工具在我们生活中的使用是非常普遍的,往往会涉及到表面的耐磨性、耐腐蚀性能功能要求,为了能提高五金制品的利用率,做好五金制品表面的防护工作是相当重要的。那么五金表面处理的这些方式,你知道几个?
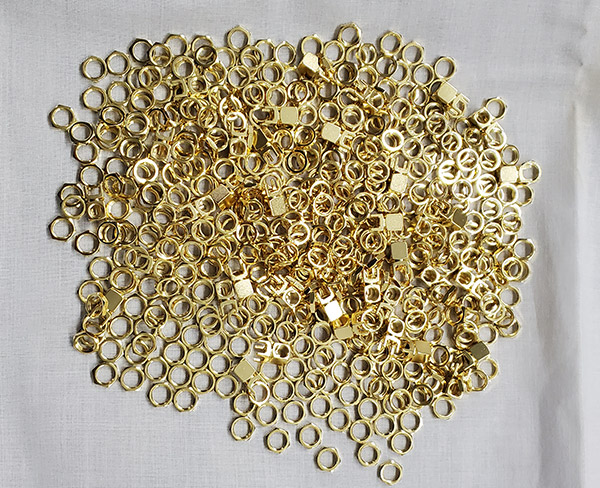
1、电镀电镀也是五金表面处理加工普遍的一种加工工艺,通过现代工艺技术对五金件表面电镀,保障产品长时间使用下不发生霉变生绣,电镀加工常见的有:螺丝、冲压件、电池片、车件、小饰品等等。
2、表面抛光加工表面抛光加工一般在日用品中比较长用,通过对五金产品进行表面毛刺处理,将边角锋利部分抛成光滑面部,这样在使用的过程中才不会造成伤害。
3、合金催化液技术合金催化液适用于各种金属材质,只要能流动浸泡到的地方都可以被催化。在常温下加热至83℃左右即可加工产品。加工过程中,一般浸泡金属时长在15-20分钟左右,浸泡完毕用清水洗干净,自然风干即可使用。在常温常压下密封保存长达3-5年不会变质。
电镀铜慢一般可以分为两种,一种是镀层亮的慢,另外一种就是,低电流区镀层不光亮,或有漏镀表象。下面呢,就小编来给大家简单介绍一下关于造成电镀慢的原因有哪些呢?
1、电流过小。尤其是镀那条形状较复杂的超大件,电流太小,使凹洼处电流分布太弱。
2、光亮剂缺乏。补加光亮剂即可解决。
3、镀液涣散能力差。首要是氯化甲含量偏低所造成。经化验后补加。
4、铅杂质太多。常表现在低电流区灰暗色,镀层显薄。用锌处理(每升镀液加入1g锌)后尽快过滤镀液,并补加开缸剂4-5mL/L。
镀液温度太高,镀液内分化产品过多也是缘由之一。这种表象的首要缘由是 镀液中铁含量太高所造成的。 铁杂质的电级电位虽然比锌正,但在氯化甲镀锌体系中锌的分出电位却比铁正。所以铁首要在高电流区分出。当镀液中铁离子含量高时,就会在工件的边角处富集。镀层中铁的含量高,应力大,镀 层易开裂。 镀液中铁杂质多时有一明显特征:镀液污浊。或呈红色污浊,或呈白色污浊。加双氧处理即可消除铁的影响。




 在线客服
在线客服 18955335780
18955335780 2312460883@qq.com
2312460883@qq.com